


行业资讯
不锈钢零件精密加工解决方案
发布时间:
2024-07-25
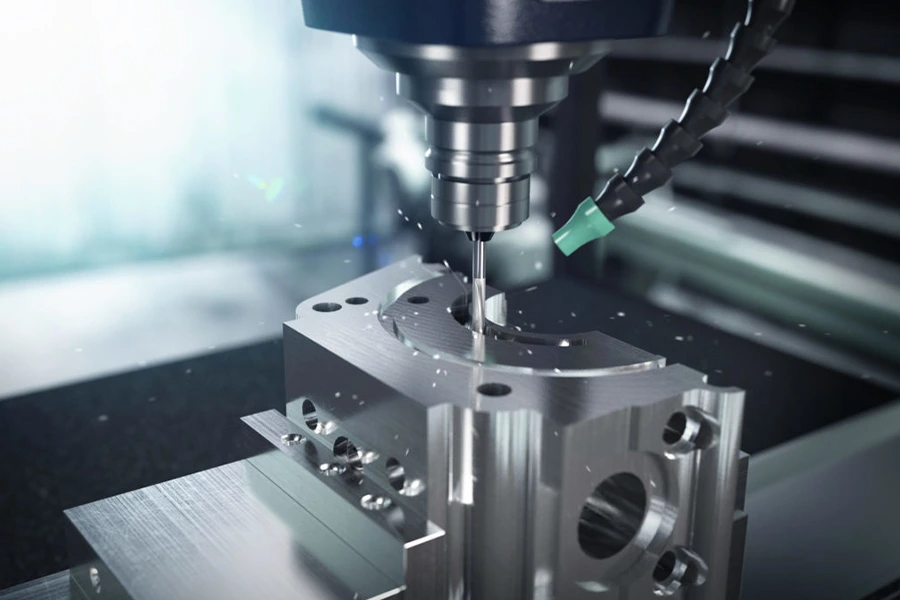
珠海椿田科技有限公司采用先进技术和创新解决方案,有效应对不锈钢加工中的硬化、切削力大、高热、切屑控制和刀具磨损等挑战。
不锈钢零件广泛应用于汽车、电力、航空、医疗、自动化设备、石油和食品等行业。珠海椿田科技有限公司生产的不锈钢件采用SS201、SS301、SS303、SS304、SS316、SS316L、SS420等常规牌号,这些材料不仅具有良好的成形性和相容性,还具有出色的耐腐蚀性和刚性。
不锈钢加工的难点:
加工硬化: 奥氏体和奥氏体-铁素体不锈钢在加工中易发生硬化,影响后续工序。
大切削力: 不锈钢的塑性变形和加工硬化导致切削力大,增加了加工难度。
高切削温度: 不锈钢导热系数低,切削区域热量集中,散热条件差。
切屑控制: 不锈钢的塑性和韧性导致切屑不易破碎,容易粘附在刀具上。
刀具磨损: 不锈钢加工中的亲和力和碳化物颗粒硬度高,容易引起刀具磨损。
线膨胀系数大: 不锈钢的热变形可能导致工件尺寸精度难以控制。
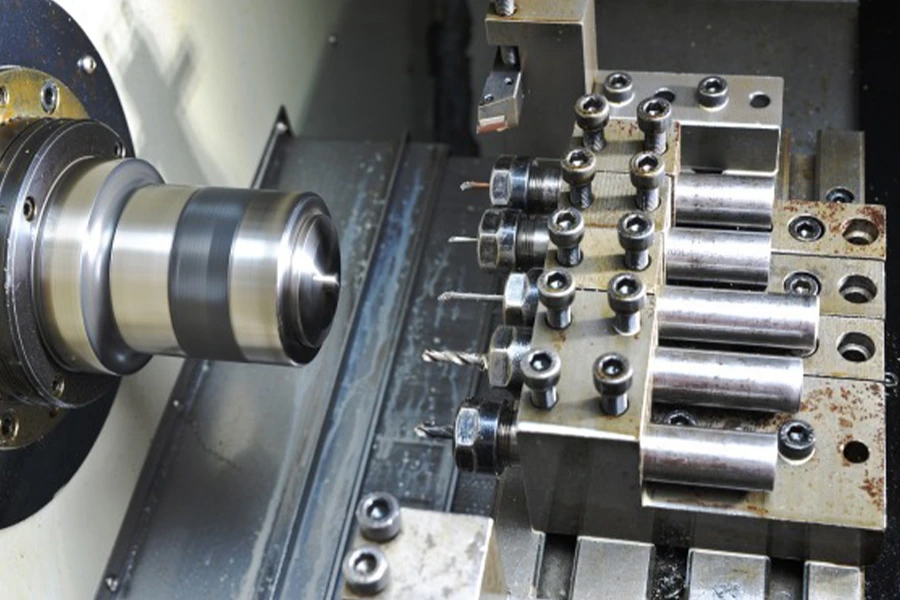
珠海椿田科技有限公司通过多年的实践和技术创新,提供了以下解决方案:
刀具材料选择: 使用立方氮化硼刀片,其高硬度和耐高温性能非常适合不锈钢加工。
刀具几何形状: 优化刀具的前角、后角和主偏角,提高切削性能和刀具寿命。
前刀面粗糙度: 确保刀具前表面的低粗糙度,减少切屑粘附。
保持锋利的刀刃: 适当调整进给量和背切量,避免刀具切入硬化层。
断屑槽修磨: 适当修磨断屑槽,便于断屑、持屑、排屑。
切削油选择: 选择适合不锈钢加工的切削油,提高切削效率和表面质量。
切削量选择: 根据不锈钢材料特性,采用低速、大进给量进行切削,提高生产效率。
珠海椿田科技有限公司针对不锈钢加工的难点提供了有效的解决方案。选择适合不锈钢加工的立方氮化硼刀片,优化刀具的几何形状和表面粗糙度,以及合理选择切削油和切削量,都有效提升了加工效率和产品质量。





