


行业资讯
焊接工艺对比:激光焊/氩弧焊/电阻焊如何选择?
发布时间:
2025-03-28
激光焊、氩弧焊、电阻焊这三种常见的钣金焊接工艺各有优劣。激光焊高效、精密,适合对精度要求高的微小部件焊接,焊接速度快,但设备成本高,对操作人员技术要求高。
在精密制造加工领域,焊接是极为关键的环节。对于医疗机械零件加工、医疗零件 精密 加工以及医疗器械精密加工等行业,选择合适的焊接工艺直接关系到产品质量与性能。本文将对激光焊、氩弧焊、电阻焊这三种常见的精密制造焊接工艺进行详细对比,助力从业者做出正确选择。
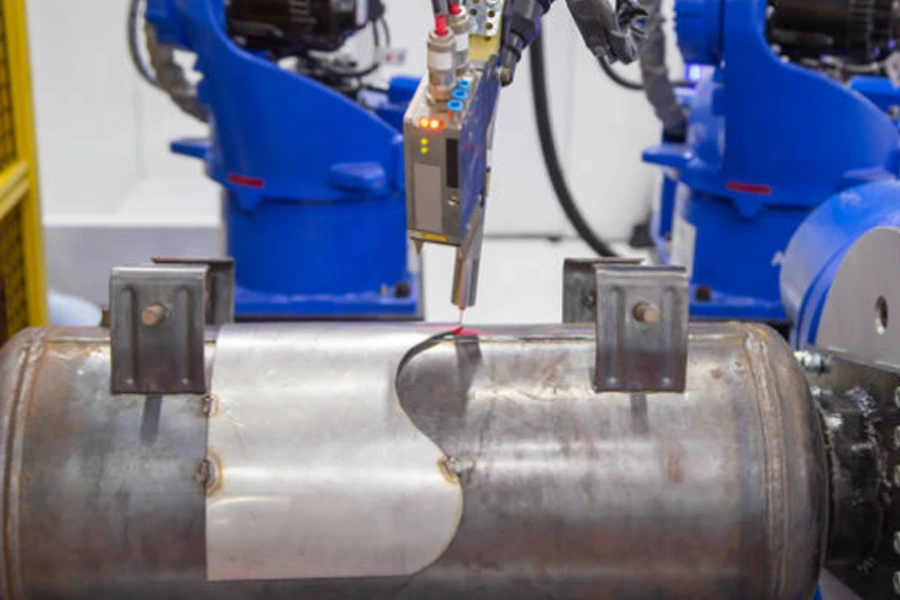
激光焊:高效与精密的代表
激光焊利用高能量密度的激光束作为热源,使焊件瞬间熔化甚至气化,实现材料连接。激光束聚焦后能量高度集中,能够在极短时间内将材料加热至熔点以上,完成焊接过程。
高精度:激光束光斑小,能量集中,能够实现微小区域的精确焊接,非常适合医疗机械零件加工中对精度要求极高的微小部件焊接,如医疗器械中的精密传感器元件焊接。
焊接速度快:可显著提高生产效率,对于大规模生产的医疗零件 精密 加工,能有效降低成本。
热影响区小:材料变形小,这对于医疗器械精密加工中对尺寸精度要求严格的精密制造件焊接极为重要,能大程度减少因焊接热变形导致的产品质量问题。
局限性:设备成本高,对操作人员技术要求高,且焊接厚度有限,不太适合厚板焊接。
氩弧焊:广泛应用的可靠工艺
氩弧焊是以氩气作为保护气体,利用电极与焊件之间产生的电弧热量熔化母材和填充焊丝,从而实现焊接。氩气能有效隔绝空气,防止焊接过程中金属氧化。
焊接质量高:能焊接多种金属材料,焊缝成型美观,对于医疗机械零件加工中对焊缝质量要求苛刻的不锈钢、铝合金等材料焊接效果良好。
操作灵活:可进行全位置焊接,适用于各种形状复杂的精密制造件焊接,在医疗器械精密加工中,能满足不同结构的焊接需求。
局限性:焊接速度相对较慢,生产效率不如激光焊,且氩气消耗增加了焊接成本。

电阻焊:高效连接的常用手段
电阻焊是利用电流通过焊件接触点产生的电阻热,将接触点金属加热至塑性状态或熔化状态,在压力作用下形成牢固接头。
焊接速度快:适合大批量生产,如医疗零件 精密 加工中的批量生产环节,能快速完成焊接任务。
易于自动化:可实现自动化生产,提高生产效率和产品质量稳定性,满足医疗器械精密加工中大规模生产的需求。
局限性:设备投资较大,对焊件表面质量要求高,不适用于焊接不同厚度和不同材质的板材。
综上所述,在选择精密制造焊接工艺时,需综合考虑多方面因素。对于医疗机械零件加工、医疗零件 精密 加工以及医疗器械精密加工行业,若追求高精度、小热影响区和高效生产,激光焊是理想选择;若注重焊接质量和操作灵活性,且对焊接速度要求不高,氩弧焊更为合适;若进行大批量、同材质同厚度板材的焊接,电阻焊凭借其高效和易于自动化的特点更具优势。通过对不同焊接工艺的深入了解,从业者能够根据具体生产需求,做出优化的工艺选择,提升产品质量与生产效率。
常见问题
Q1: 哪种焊接工艺更适合医疗机械零件的修复焊接?
A: 氩弧焊相对更适合医疗机械零件的修复焊接。其操作灵活,能较好地控制焊接区域,对已有零件进行精准修复,且能保证焊缝质量,不会对周边零件造成过大热影响。
Q2: 激光焊在医疗器械精密加工中的应用范围有哪些限制?
A: 激光焊虽精度高,但受设备成本和焊接厚度限制。在医疗器械精密加工中,对于一些大型厚壁精密制造件难以应用,且高成本使得小型企业在大规模应用时存在经济压力。
Q3: 电阻焊能用于医疗机械零件加工中的异种材料焊接吗?
A: 一般情况下,电阻焊不太适合医疗机械零件加工中的异种材料焊接。因为不同材料的电阻特性差异大,难以通过控制电流和压力实现均匀加热和良好连接,易出现焊接缺陷。





