


行业资讯
精密制造电火花加工:从放电原理到核心工艺特点全覆盖
发布时间:
2026-03-12
电火花加工是精密制造领域的核心非传统加工技术,凭借独特的电蚀加工原理,突破了传统切削工艺在材质、结构上的诸多限制。本文聚焦精密制造中的电火花加工工艺,详细解析其脉冲放电的核心加工原...
在精密制造领域,面对淬火钢、硬质合金等超硬材质,以及薄壁、异形、微小型的复杂精密结构加工需求,传统切削工艺往往受刀具硬度、切削力等因素限制,难以实现高精度成型。而电火花加工工艺作为精密制造中的核心非传统加工技术,凭借“以电蚀料”的独特加工逻辑,摆脱了物理切削的束缚,成为高端精密制造中弥补切削工艺短板的关键手段,广泛应用于模具制造、航空航天、医疗器械等核心领域。本文上篇将聚焦电火花加工工艺的核心原理与核心特点,带大家读懂这一精密加工技术的核心加工逻辑。
电火花加工又称电蚀加工、放电加工,是一种利用电极与工件之间的脉冲放电高温效应实现材料微量化去除的精密加工方法。与传统切削工艺的“刀具接触切削”不同,电火花加工全程中电极与工件无任何物理接触,完全依靠电、热能量完成工件成型,这一特性让它能轻松应对传统工艺难以攻克的超硬材质和复杂结构加工难题,也是其能成为精密制造核心工艺的关键原因。同时,电火花加工依托数控系统的精准调控,能实现微米级甚至亚微米级的加工精度,完美匹配精密制造对加工精度、表面质量的严苛要求。

精密制造中电火花加工工艺的核心原理
电火花加工的核心是脉冲放电电蚀效应,整个加工过程需在煤油、去离子水等绝缘工作液中进行,避免放电过程中出现短路,核心由脉冲电源、数控控制系统、电极、工件、主轴头、工作液系统六大部件协同运作,加工过程通过数百万次的高频脉冲放电循环完成,全程由数控系统精准把控间隙、电压、电流等参数,实现高精度材料去除,整体可分为三个关键步骤:
脉冲放电,产生高温:脉冲电源向电极与工件之间输出高频脉冲电压,数控系统控制电极与工件保持0.01-0.1mm的精准放电间隙,间隙中的绝缘工作液为放电提供介质。当脉冲电压达到工作液的击穿电压时,工作液被瞬间电离形成等离子放电通道,通道内产生1000℃以上的高温,使工件接触区域的金属迅速熔化甚至汽化,为材料去除奠定基础。
熔渣抛出,微量化去料:高温下熔化、汽化的金属形成金属熔渣,同时放电通道内的工作液受高温影响快速汽化膨胀,产生强烈的冲击波,将熔渣从工件表面快速抛出,落入工作液中冷却成微小颗粒,完成一次微量化的材料去除,这一步是电火花加工实现工件成型的核心环节。
恢复间隙,循环加工:一次脉冲放电完成后,脉冲电源暂停输出,间隙中的工作液迅速恢复绝缘状态,数控系统控制主轴头带动电极精准补偿放电间隙,避免因材料去除导致间隙过大影响放电效果。随后进入下一个脉冲放电循环,通过数百万次的高频循环,工件表面被逐步、精准蚀除,最终形成与电极形状完全匹配的精密结构,实现加工成型。
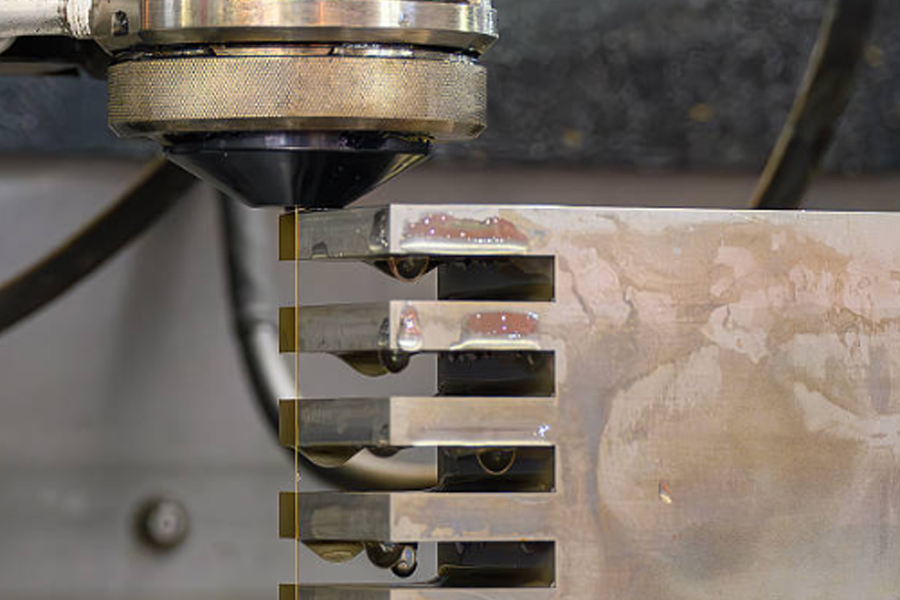
在精密制造的实际应用中,电火花加工主要分为电火花成型加工和电火花线切割加工两类,二者加工原理一致,仅电极形式和加工形式不同,互补适配不同的加工需求:电火花成型加工以定制化成型电极为核心,主要加工三维复杂型腔、异形孔、深槽等结构;电火花线切割加工以连续移动的金属丝为电极,主要加工二维异形轮廓、窄缝、精密刃口等结构,二者共同覆盖了精密制造中大部分复杂结构的加工需求。
精密制造中电火花加工工艺的核心特点
作为精密制造中的专属非传统加工工艺,电火花加工的加工特性与精密制造对“高精度、高适配、高稳定性”的需求高度契合,脱离了传统切削工艺的诸多限制,核心特点体现在五个方面,也是其能在高端精密制造中占据核心地位的关键:
无接触加工,无切削力影响:加工全程电极与工件无物理接触,不存在任何切削力,从根本上避免了传统切削中因切削力导致的工件变形、振动问题,特别适合加工薄壁、细长、微小的精密零部件,以及刚性差、易变形的高端结构件,能精准保证加工后的形位精度,这是其在精密制造中最突出的特点。
适配超硬导电材质,突破加工材质限制:电火花加工的效果仅与工件的导电性相关,与材料的硬度、强度、韧性无关,能轻松加工淬火钢、硬质合金、钛合金、高温合金等传统切削工艺难以加工的超硬、高强度材质,而这些材质正是航空航天、模具制造、医疗器械等精密制造领域的常用材料,大幅拓展了精密加工的材质范围。
加工精度高,适配超精密制造需求:依托数控系统的精准调控和脉冲电源的技术优化,电火花加工的尺寸公差可稳定控制在±0.001mm,部分高端设备可达亚微米级,表面粗糙度可低至Ra0.1μm。同时可通过调整脉冲参数,实现粗加工、半精加工、精加工的梯度加工,既能高效去除材料,又能保证最终的精密成型,完美匹配精密制造的精度要求。
无需专用刀具,轻松加工复杂结构:电火花加工的工件形状由电极形状决定,无需制作复杂的专用切削刀具,只需根据工件结构设计并制作相应的电极,即可加工出传统切削工艺难以实现的复杂型腔、异形孔、窄缝、曲面等结构,大幅降低了复杂精密结构的加工难度和研发成本。
加工过程稳定,表面质量可控:加工全程在工作液中进行,工作液不仅能起到绝缘、排渣的作用,还能对电极和工件进行实时冷却,避免高温导致的热变形,保证加工过程的稳定性。同时,通过调整脉冲宽度、电流大小等参数,可精准控制电蚀的深度和范围,实现对工件表面质量的灵活调控,满足不同精密制造场景的表面要求。
电火花加工工艺的核心原理和特点,决定了它能在精密制造中突破传统工艺的诸多限制,成为加工超硬材质、复杂精密结构的核心手段。在下篇中,我们将进一步解析电火花加工工艺在精密制造中的核心优势,以及其在模具制造、航空航天、医疗器械等高端领域的具体应用场景,为大家展现这一工艺的实际应用价值。





